|
|||||||
| Truck Building Tech Covers mechanical and electrical components for truck modeling |
 |
|
|
Thread Tools | Display Modes |
|
#1
 05-22-2018, 07:50 PM
05-22-2018, 07:50 PM
|
|||
|
|||
|
In an earlier article I wrote describing how I built a 3D printed lowboy trailer there was some discussion about the strength limits of such a model versus the conventional all metal designs. This article can be found at http://www.rctruckandconstruction.co...ad.php?t=13235
Furyfan made the suggestion of embedding a piece of metal into the plastic during the printing process to strengthen the gooseneck. I had not thought of this before. In fact I don't think I've even heard of any one else doing this, but I started thinking about the possibilities. I knew that my printer and slicer could be set to to pause/resume during a print. This was primarily, I had always assumed, to enable the changing of filament during a print to a different type or color, but had never used it. So I started doing a bit of research. I determined that with a lot of care as to selecting metal thickness, layer heights, pause layer selection and placement in the gcode it should be possible to do this. So I decided to experiment and see if parts could be made stronger this way. I also thought that if I was going to try this I might as well also try some experiments with just changing some of the settings configurations to see what affect on overall strength they could have. I came up with five different configurations that would be tested. I decided that all five test samples would have the same basic shape, namely that of the gooseneck on my original model. Now I was not about to spend the time and amount of plastic to create five sample the same size as the original. I decided to to make prints of only one side of the gooseneck at half the size of the original model. Here is a photo showing the size of one of the test samples to the original model. [img] 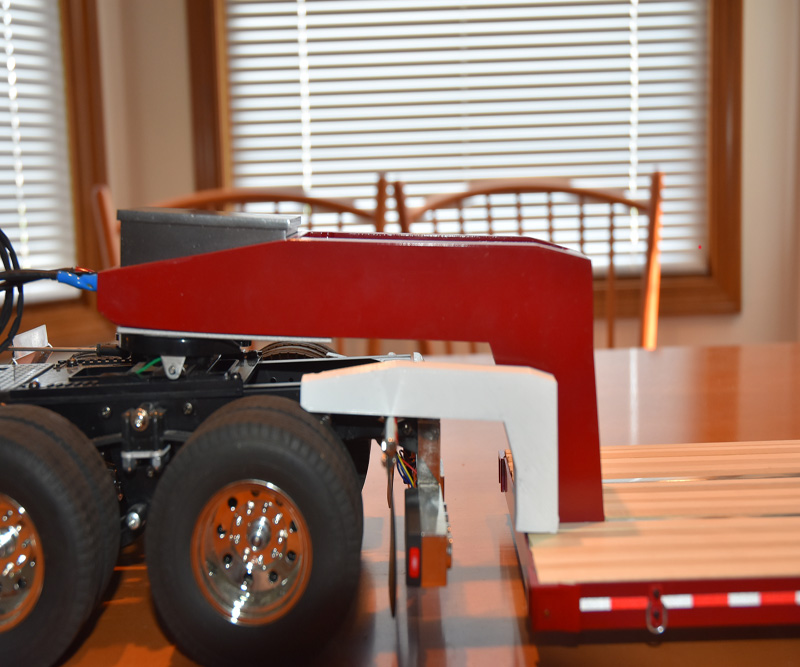 [/img] [/img]Sample A: This would be the base line test sample. It would be printed with the same settings as I used in my lowboy build. 0.3 mm layer height, 1 mm skin thickness and 20% infill. I used a filament called nGen. This is the primary filament I use today for almost all my prints. I love this stuff. It is as strong, if not stronger than ABS, prints smoother, doesn't shrink like ABS, doesn't have the hot plastic stink that ABS does and while it needs a heated bed for printing it doesn't have to be near as hot. [img] 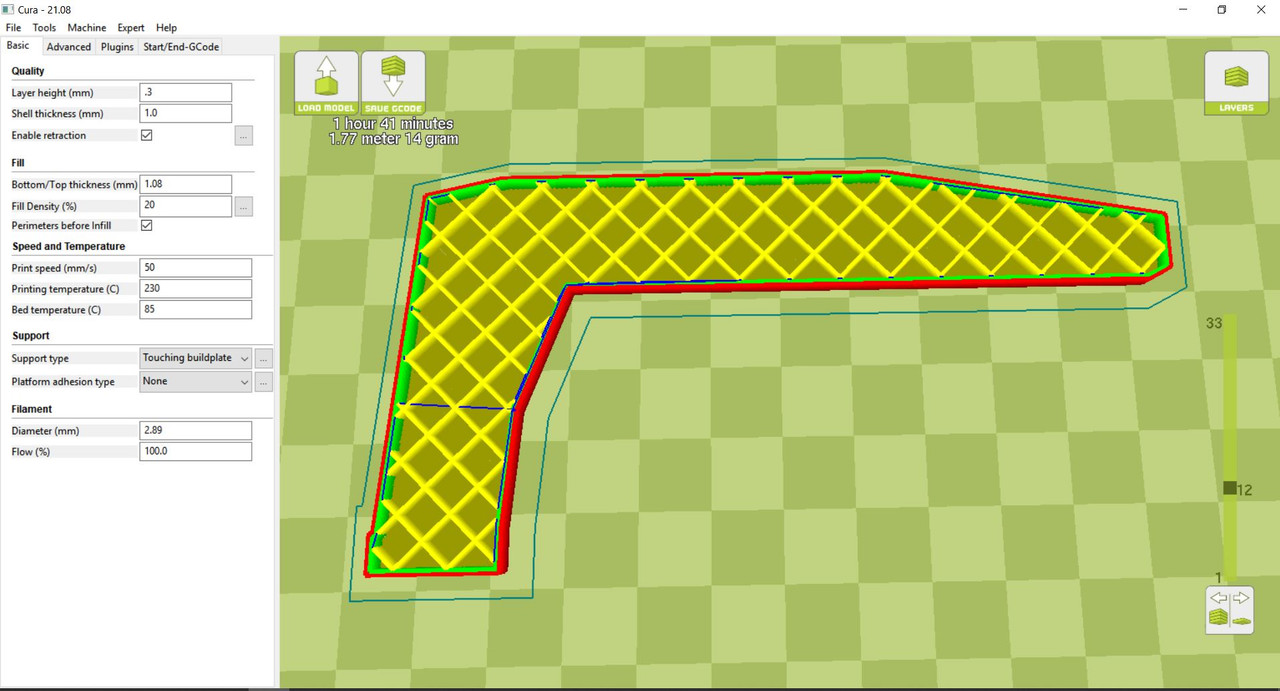 [/img] [/img]Sample B: This would have the same slicer settings as A but would be set up for a piece of aluminum metal following the shape of the gooseneck to be inserted. I'll discuss this in more detail later. [img]  [/img] [/img]Sample C: This was set up the same as A with the only difference being that the skin thickness was doubled to 2 mm. [img] 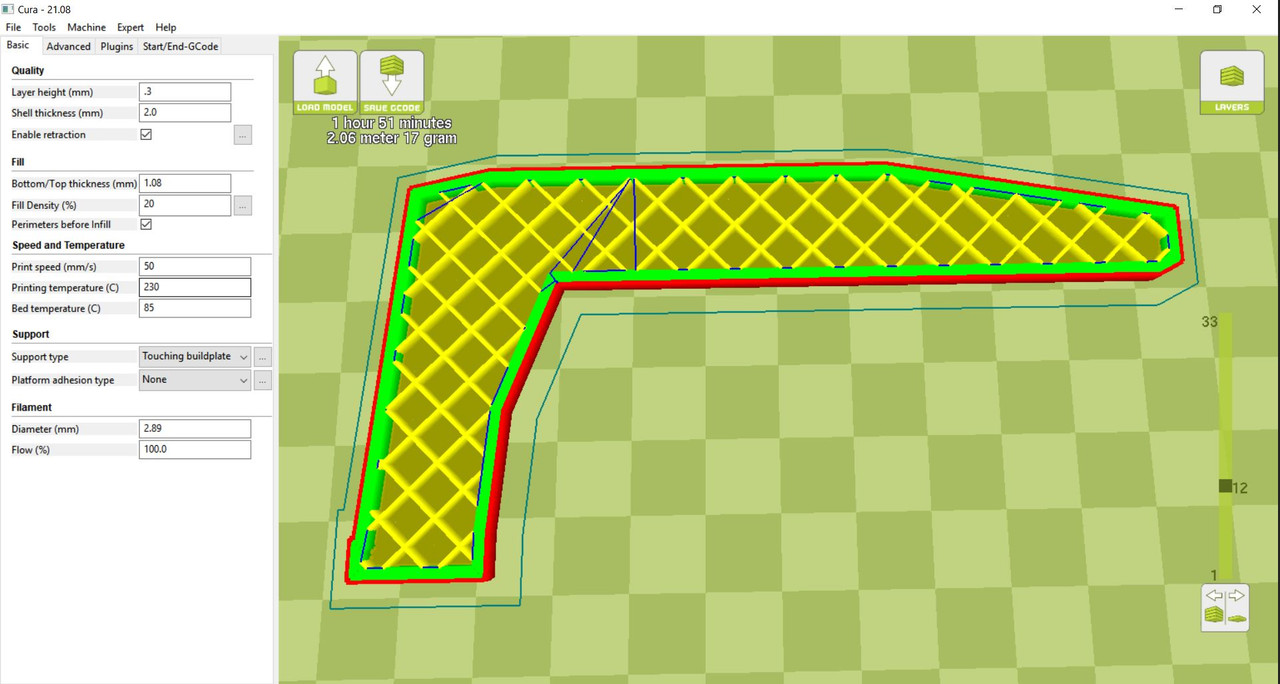 [/img] [/img]Sample D: This was also pretty much the same as A except that the infill was changed to 100%. [img] 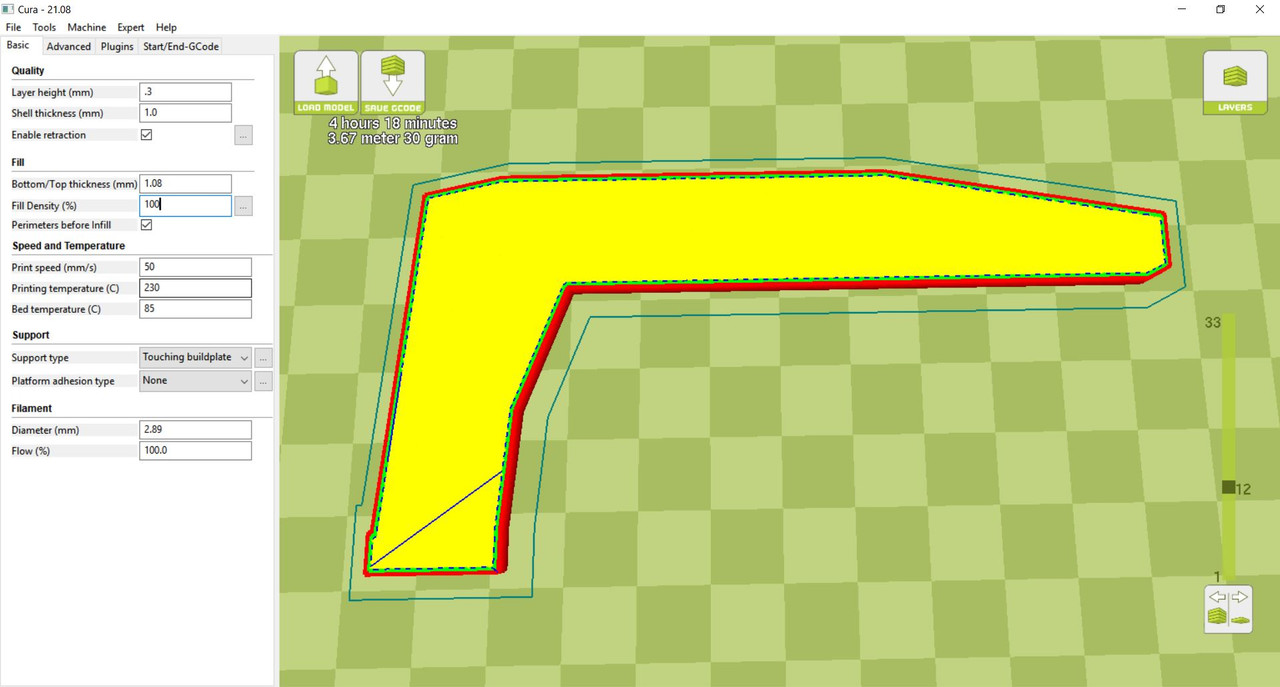 [/img] [/img]Sample E: For the last test sample I decided to change the shape to see if that would have an affect on the strength. All the other samples were flat sided as was the original. I changed this sample to resemble a gooseneck made from an I-Beam shape. I figured there must be a reason that all the real world lowboys have goosenecks shaped this way. And structural engineering tells us that size for size, an I-Beam shape is stiffer than a slab sided one. Other than the shape, the print was sliced with same configuration as sample A. [img] 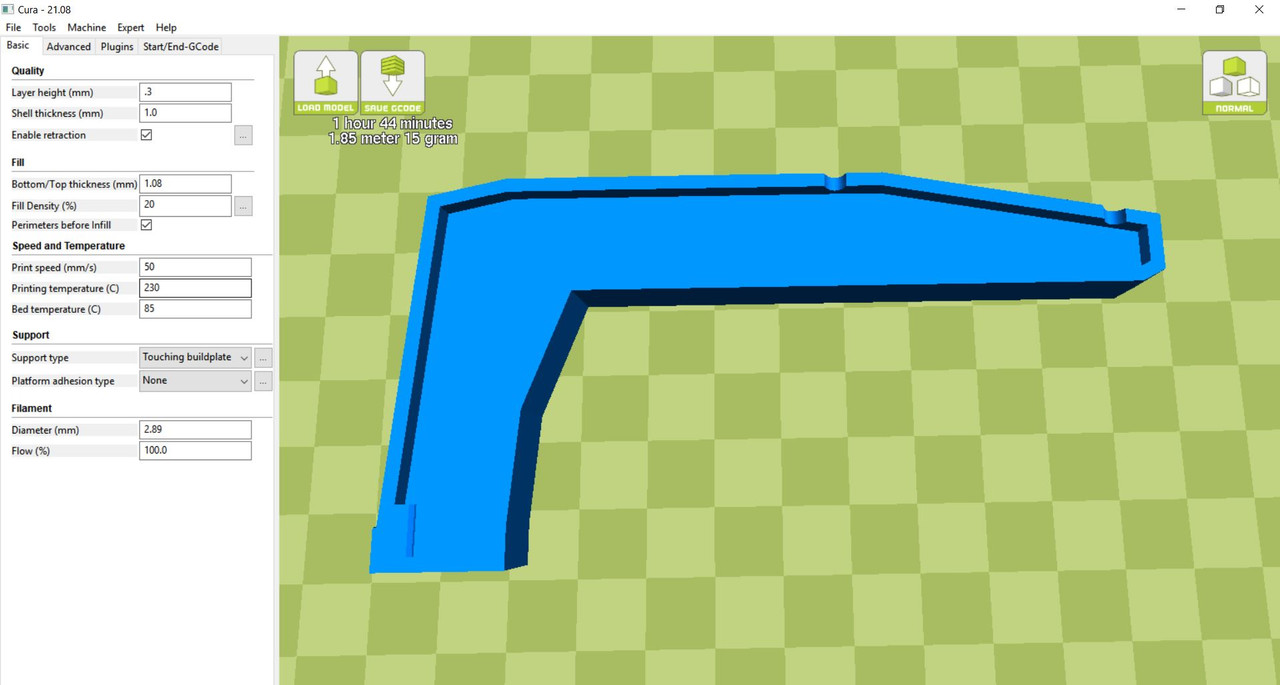 [/img] [/img]Here is a photo showing all five test samples prior to load testing them. [img] 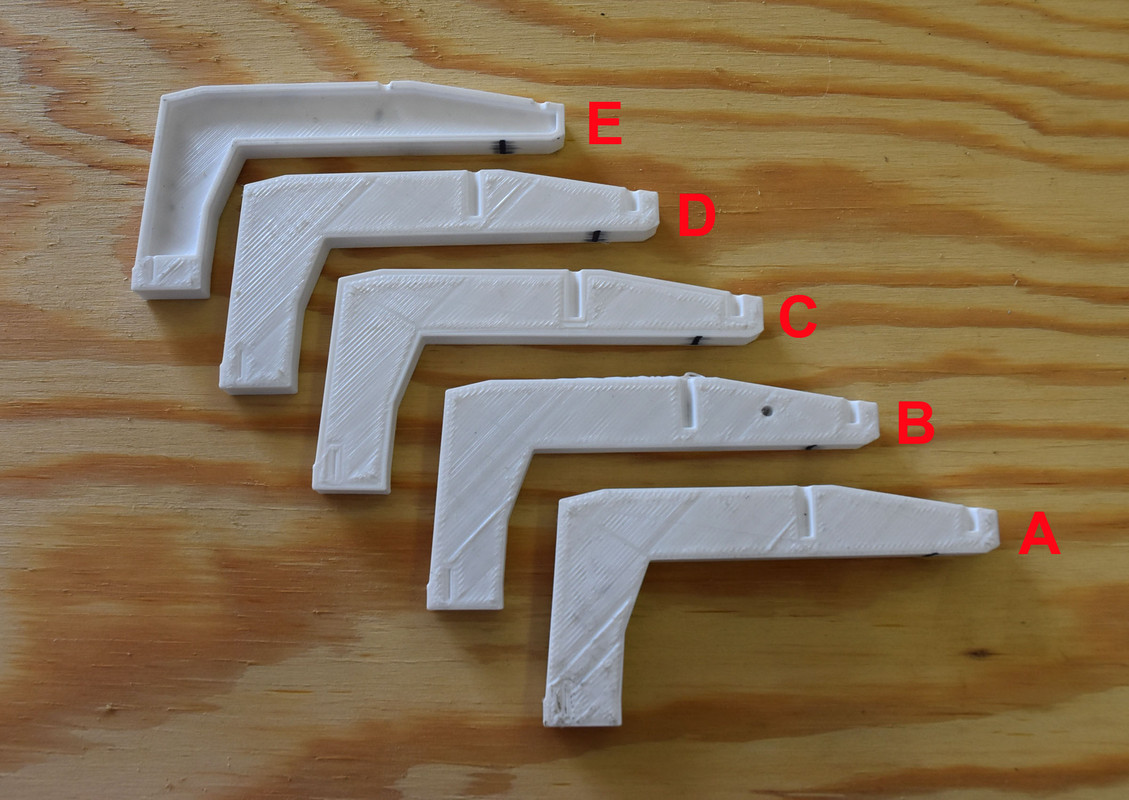 [/img] [/img]Some comments about sample B, the one with the metal insert, before continuing with the actual testing. You will note the small hole in the side of B in the picture above that does not appear in any of the other test samples. This is due to an idiosyncrasy of .stl files which are used in 3D printing. Stl stands for Stereo Lithography and was invented quite a long time ago as a means to define a three dimensional object. One of the requirements of creating a .stl of an object is that the object must be “manifold” or “water tight”. In other words the outer most surface of the object cannot have any breaks or openings it it. The software creating the .stl looks at the outer most layer and if it is complete it will create the .stl based on that surface alone and ignores everything else about the object. When I first drew up the part in my 3D CAD program I forgot about this and there was no hole in the side. My CAD program created the .stl of the part and I thought all was good with the world. Till I ran the .stl through my slicer to create the gcode file for the printer. I started to look at the output layer by layer to see where I was going to need to put the “pause” command into the gcode and I couldn't find the pocket! It was gone! That was when I remembered about manifolding. The outside surface was whole so the .stl file converter just ignored the existence of the pocket. To fix this it would be necessary to make the inner surface of the pocket connect to the outer surface of the part. That's what the little hole is for. It goes from the outside to the inside pocket thus connecting those two surfaces into one whole. Sounds confusing but it works. Remember mobieus strips from jr. high math class? Put a half twist into a strip of paper and fasten the ends together. You can now take a pencil and draw a line completely around both sides of the paper without ever lifting the pencil off the paper. Kind of what we have here. I didn't think the little hole would be a factor as far as this load testing experiment went. And that if this were going to be a part to install on an actual model it wouldn't be much of a problem to plug the hole once it was printed. The other major problem with inserting metal into a print like this. The pocket has to be sized just right or the metal will be too loose or such a tight fit that when you try to insert it you will have to use so much force that you will either knock the print out of alignment or break it. You also have to have the pause command in the exact right place to stop the print so the metal can be inserted and then the print resumed with the tip of the extruder being high enough that it won't hit the metal. My slicer will place the commands to pause the print, move the extruder out of the way and resume the print at the proper location in the gcode automatically once you tell it what layer to pause at. Something else to keep in mind, your slicer will print a skin around the pocket to the same thickness it prints the outer skin. Never having used this function before I had never paid attention to how/when this skin starts printing. I sized my pocket based on the metal part I had already made. When making 3D prints you learn to make holes slightly oversize to allow for a little squeeze out of the plastic during extrusion. For example if I want a 3mm hole for a screw I usually draw it in CAD at 3.2mm. I did the same when sizing the pocket for the metal insert. But it turned out I didn't make it big enough. The first time I tried to print this part everything worked fine up to the final layer where I had told the program to pause. I Hadn't looked through the gcode first to see exactly where the pause command had been inserted. Over 10,00 lines of code for this part and I really didn't want to search through all of that. Turns out it was placed at the very end of all the print instructions for that layer. So I watched as the printer made the outer shell and then the inner shell and then all the infill. That's when I thought it would pause. But it didn't, It started printing the first layer of the 'skin' that would cover the top of the pocket. Then it paused printing but there was no way I could insert the metal now as the pocket was covered over. If I had tried to cut the skin material out of the way I'm sure I would have probably dislodged the part. Had to abort and start over. Went carefully through the gcode, found where the pause code should have gone before the skin printing code. I decided though that I wanted to make sure the extruder would not hit the metal so went and deleted all the gcode for that first layer of skin over the pocket. This turned out to be a blessing in disguise. Took the part off the printer, cut away the layer of skin that had been layed down and tried to insert the metal piece. It went in but took a lot of force. Enough force that I don't think that I could have done this during an actual print and not moved everything out of position. Needed to have allowed for more extruder squeeze out than I did. So I used the first print as a template to refine the size/shape of the aluminum part so that it was a nice slip fit. If anyone decides to try this on your printer I would definitely recommend that you first just print the outline of your pocket and use it check the fit our your metal insert. Turned out to be a bit more complicated than I first thought it would be. (Cont.) 
|
|
#2
05-22-2018, 07:52 PM
|
|||
|
|||
|
A few pictures of part B being made. Here's the part on the bed of the printer right after the extruder has paused and moved out of the way.
[img]  [/img] [/img]The aluminum insert placed in the pocket. [img]  [/img] [/img]First layer of skin over the insert. [img]  [/img] [/img]Last internal layer being printed right before the outer skin. [img] 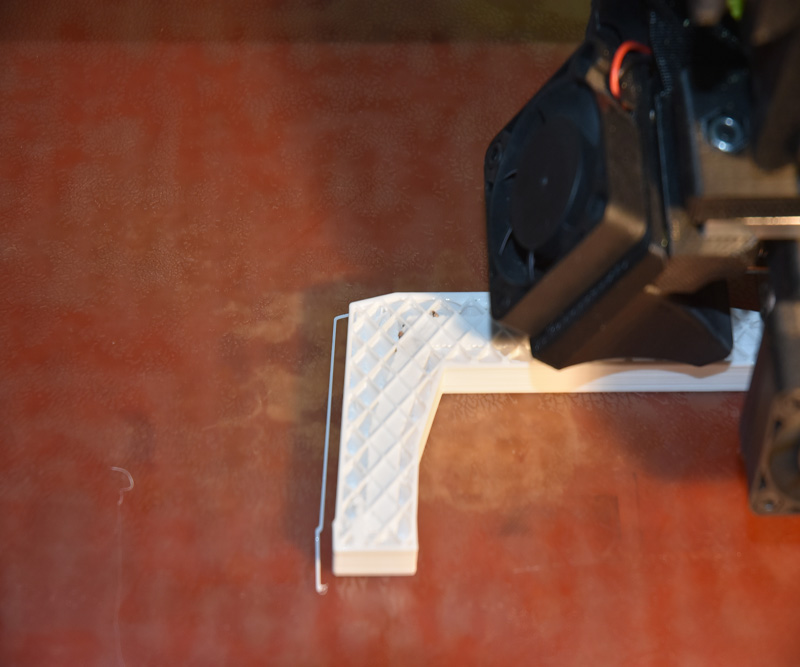 [/img] [/img]One final issue with this part. When a part is paused during printing, my printer is programmed to move the extruder to wherever you tell it to go. When the print is resumed the print head will automatically first move to the X and Y home switches and then back to where it left off printing. This is supposed to make sure that if the print is accidentally moved the extruder will still start back at the correct location. Was still a little off. Also, even though the pause was for a very short period of time the plastic that was already printed cooled off enough that the next layer didn't bond all that well creating a kind of cold joint. [img]  [/img] [/img]So it is possible to insert a metal part into a 3D print during the printing process. Is it worth the trouble? Let's find out. I decided that the easiest way to test these parts was to measure the amount of deflection created by the application of different amounts of weight. I marked the location on each part where the king pin would be located if they were an actual trailer part. This would be where the weight would be applied to each part and help ensure that each was tested the same as possible. Here is a photo of my basic test setup. [img]  [/img] [/img]Each test part was clamped upside down in the vise and a bucket suspended from the marked line on each part. This simulates the force on the part as if it were part of an actual trailer. A Wixey Digital Angle Guage was then placed on the arm of each piece. [img]  [/img] [/img]I used a set of hand weights I had laying around to provide a consistent increase in the amount of weight applied to each sample. Note, this set of weights does not have a 1lb weight. Therefor I could test from 2 to 20 lbs but not do 19lbs. I mention this because when you see the test data there are deflection angles listed for 19 pounds but these are interpolated values based on the results of 18 and 20 lb weight applications. I did this so the data lines in the graph would be continuous. When I started this testing I wasn't sure that any of the samples would make it to 20 pounds before failing. I was surprised to find that all 5 samples did make it to 20 pounds, but some just barely. I ran the tests very quickly. I was concerned that if I held a certain amount of weight in place for an extended period of time the plastic parts might keep sagging and this would make it very difficult to compare the results across the different samples. I really just wanted the instantaneous deflection caused by the weights. So just about as fast as I could add a weight, read the gauge and write down the result it was on to the next weight. Only took about a minute to run each set of tests. At the end of each series though I did leave the 20 lb weight attached for up to 5 minutes to see what would happen. Here is an example of one of the samples being tested. [img]  [/img] [/img](Cont)
|
|
#3
05-22-2018, 07:55 PM
|
|||
|
|||
|
So without further ado, here is a table showing the deflection angles for each weight amount applied to each of the samples.
[img]  [/img] [/img]And a graph of the test results. [img] 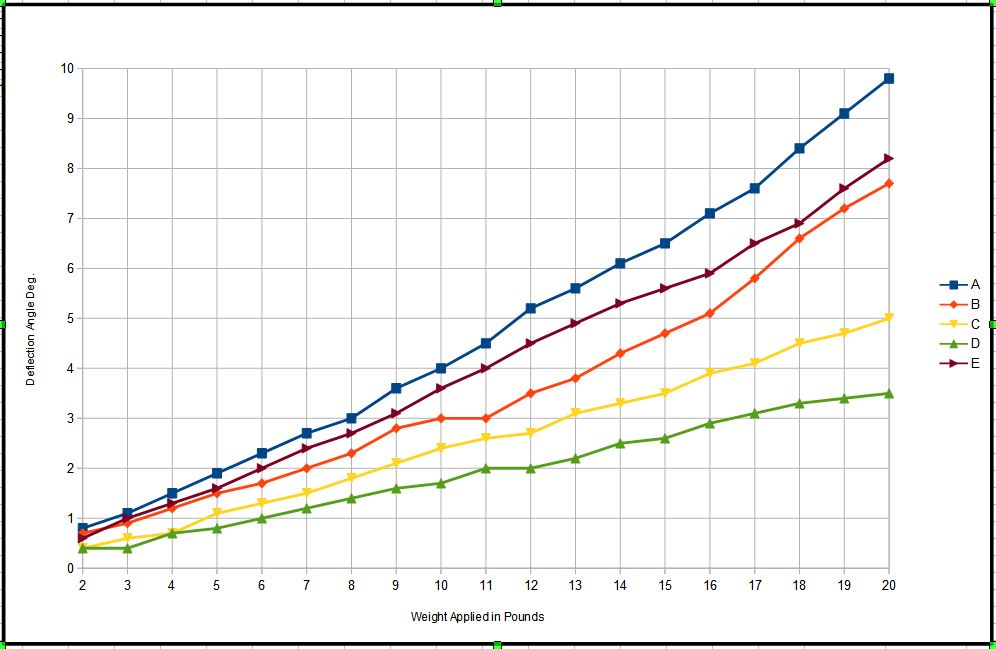 [/img] [/img]Basically the way to look at the graph is the higher the line goes the greater the amount of deflection or the worse the performance. As I expected, Sample A the base line at 20% infill performed the worst. It had the greatest amount of deflection. Interestingly though when I left the 20 lb weight attached this sample just kept bending. It finally got so far down that the rope holding the bucket just slipped off the end. It was amazing to me how far some of these samples could bend without breaking. Even more amazing was that after the weight was released the part sprang back to it's original shape. [img]  [/img] [/img]Sample B did about 21.5% better. This is the sample with the metal insert. I originally thought that it would do better than this and was a bit disappointed. After having some time to think about it though I think there are some additional questions that need to be answered about this method. Should the metal insert have been bigger? Steel instead of aluminum. Different position within printed part? How much of the increase in strength was actually from the extra plastic around the pocket? When I mounted this part in the vise it started to split in the joint created where the print paused. Because of this I wasn't able to tighten the vise as much as on the other samples. It did hold up through the application of the 20lb weight but might have done better if it hadn't started to split. It continued to sag more with the 20lb weight kept attached but after about one minute it pulled free of the vise. Truthfully I don't think I will try this again. Took a lot of work and I got much better results with other methods. Sample C, the double thick skin print, did 50% better than A. Doubling the wall thickness really stiffened the print up. This was pretty impressive and would be a good way to stiffen load bearing parts for other models. You would see a slight increase in print time and plastic used but not any where near the increases you see with just upping the amount of infill. For these samples CURA estimated the print times at 1hr 41min for A, 1hr 51min for C and a full 4hr 18min for D the 100% infill print. Like the previous samples, when I hit the 20lb limit of my test I let that weight hang on the part for five minutes. During that time it only sagged an additional 0.5 degrees and then quit moving. When the weight was removed it sprang right back to it's original shape. Sample D, the 100% infill part, did the best of all my samples. It's deflection under 20lbs of load was 64.3% better than the baseline version A. The downside is that it also took about 3 times as much plastic to make and about 3 times as long to print as sample A. Again, after the 20lb test was reached the weight was allowed to hang on the part for an additional 5 minutes. At the end of that time it had only sagged an additional 0.2 degrees and, again, returned to it's original size and shape. If you can afford the time, this appears to be the best way to go as far as strength is concerned. Sample E, the I-Beam shaped part, turned out to be a disappointment. I was hoping for much better results. It was better than the baseline set by A but only by 16.3 percent. During the 20lb for 5min duration test it failed. The deflection angle started to increase rapidly and after about 50 to 55 seconds it suddenly snapped off at the vise. This was the only complete failure. Here's a photo of all the samples after their testing. [img] 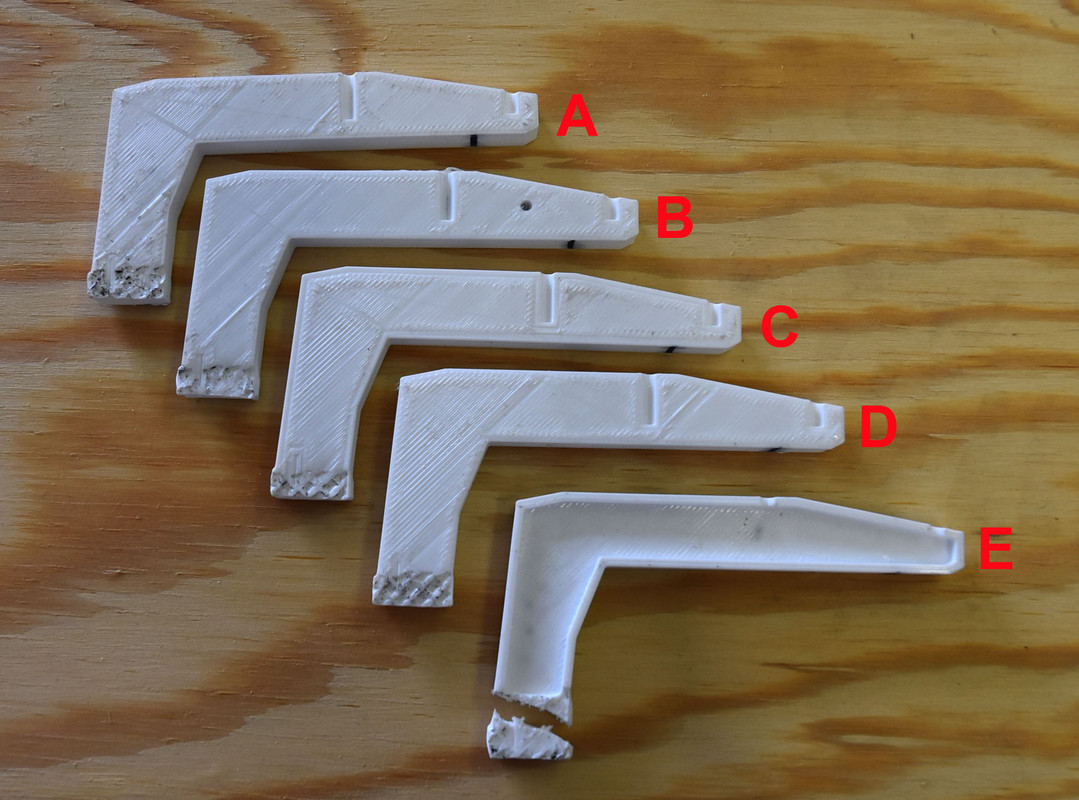 [/img] [/img]So all in all, an interesting experience. Got to try out some ideas I was wondering about and learned some things. There is still a lot of experimenting that can be done. I don't think I will be doing any more though for awhile, too many other irons in the fire. I think, based on these experiments, that if I ever build another one of these lowboy trailers I will design a gooseneck that is a combination of D and E, the I-beam look with the 100 percent infill. I really like the look of the I-beam style and shouldn't take near as long to print as a solid beam would. Hope you find this informative and of some assistance if you do 3D printing. If you do any testing like this please share your results. END
|
|
#5
05-27-2018, 08:34 PM
|
||||
|
||||
|
If you do another round of testing, how about some strange mixing B with D and E.
Make piece with I-beam type opening but thicker walls, print at 100 infill, wider aluminum insert with radiused corners (1/8" min), print second flat plate that lays over i-bead side of first, and solvent weld the printed parts together. -- That's a killer test! Thank you for planning, setting up, carrying that out, and documenting! Wow.
__________________
What do ya mean "Cars are neither Trucks or Construction"? It's still scale, and i play fairly well with others, most of the time...
|
|
#6
05-28-2018, 07:14 PM
|
|||
|
|||
|
Impressive write up .
|
|
#7
05-28-2018, 07:45 PM
|
|||
|
|||
|
Quote:
|
|
#10
05-30-2018, 01:28 PM
|
|||
|
|||
|
Some more interesting questions Wombii. Would require some more testing, which I'm not going to do, to answer the relative strength question. However, I think that a 100% infill printed part and a matching part made of solid layers of styrene would probably perform comparably. There are a number of variables involved:
Type of plastic used Printer settings Filament orientation Thickness of styrene / number of layers Quality of glue joints etc. So would really require a lot of testing to know for sure. The type of plastic used in printing would be important. I used nGen in my testing which is an amphora copolyester made by Eastman and ColorFabb. It is a bit stronger than ABS, especially in flexural strength (9717 psi vs. 8820 psi). I think it might fare a little better than a comparable solid styrene part. Whereas a part printed from 100% ABS and a solid styrene part might be a toss up. If somebody tests this, let us know. Cost wise, looking solely at material costs, the laminated styrene part will be a little bit cheaper. I did take some time and ran some numbers based on the size of the 100% infill printed part I used in my testing. That part has a surface area of 3.8825 in^2 and is 0.394 in thick for a total volume of 1.5297 in^3.. When printed with nGen it weighed 29 grams. Plastic filament used in 3D printers is sold by weight and that nGen cost me $38.95 for a .75 kilo spool or $0.0519 per gram. So that part cost 29 x 0.0519 = $1.51 to make. (For the sake of comparisons I am not including shipping or taxes in material costs). If I had used ABS instead the cost would have been a little cheaper. ABS is lighter than nGen, so the part would have been lighter. 'nGen weights 1.20 gm/cm^3 and ABS weighs 1.03 gm/cm^3. So the same part in ABS would weigh 24.9 grams. ABS filament is currently going for about $0.04 per gram. Thus this same part printed in ABS would cost 24.9 x 0.04 = $1.00. I recently bought some sheet styrene in a thickness of 0.040 in (about 1mm). My cost was $0.023/in^2. If I were to duplicate this part in this thickness material I would need 10 layers. So, 3.8825in2 x $0.023 x 10 = $0.89 for the styrene. There would also be the cost of whatever glue was used to do the lamination, but this would probably be minimal. Remember that these are just the bare minimum material costs. In reality there are also other costs with the biggest being time. Now if you are just a hobbyist like me my time is for whatever I want to do with it. I enjoy the process of designing parts and willing spend the time to do so, but hate the drudgery of making multiple copies of the same thing over and over. If I am printing parts I can do other tasks while the printer is running. If I am cutting out and gluing parts together than that is all I can do. There is some time involved in creating the original CAD drawing of the part, making the .stl file, slicing the file and creating the gcode for the printer. But once that's done I can create as many of those parts as I want by just loading the gcode file back into the printer. If I am going to use sheet styrene then I am going to have to layout every single layer, cutout every single layer and then glue them all together while keeping everything in alignment, then clamping and waiting for glue to cure. And I have to do this for every single part I want to make. Yes it could be automated to some degree by using a CNC mill of some type which would eliminate a lot of the layout and hand cutting work. But my experience with cutting styrene on a mill is that it is difficult to do. Styrene really tends to want to melt instead of cutting cleanly and you usually have to do a lot of cleanup of parts before they can be used. So my opinion is that while the material costs may be a bit higher, the 3D printed parts end up being the better value. Again this is only one example. There may be situations where the reverse is true. Strength wise, speaking again without real world knowledge, I don't think either method will be able to make a lowboy trailer that can carry a real heavy load. Anyone else with info/experience to share along these lines please chime in.
|
|
#11
05-31-2018, 05:16 PM
|
||||
|
||||
|
Thank you for the very thorough answer! I'm currently paying 2-3 times of that for styrene, so that would negate any cost advantage. And I agree 100% on the torture of making a part more than once.
|
|
#12
06-10-2020, 02:17 PM
|
|||
|
|||
|
I know this is an old thread, but did you ever think about an aluminum web as a reinforcement instead of a bent aluminum bar? (Like the web in your I-beam.)
When reinforcing a beam structure, you get the most bang for your buck by reinforcing the side plates rather than the top and bottom plate. I'm working on a couple of Bruder conversions now and have several more in the funnel, so I'll keep this idea in mind. Don
|
|
#13
06-10-2020, 08:21 PM
|
|||
|
|||
|
Yes, you are correct, a webbed structural element will be stiffer than a flat piece of the same shape. I used the flat material because it was a relatively simple matter to design and slice the print to create a pocket the size of the metal insert, pause the print, insert the metal, and then have the print resume encasing the metal part in the printed plastic as tightly as possible. You can't do that with a webbed part. If you wanted to fully embed the part you could create a partial pocket, pause the print, insert the webbed metal but some of the web will be sticking up above the surface of the print that the extruder nozzle will collide with. The only way I can see to avoid this would be to first print a pocket deep enough that the webbed metal part would fit entirely into before resuming the printing but then you would end up with a large air gap, at least on top of the metal between the webs as there would be no way to fill that gap in with the printer. How much strength would be lost because of that gap I don't know but it would not be as strong as if the plastic completely filled the void. Other alternative would be to print the part in two parts with a matching void in both that the webbed metal part could fit snugly into and then glue the parts together. More work than I wanted to try just as an experiment. If you do decide to try this please let us know what you did and how it worked. I'm sure others would like to know as well.
|
|
| Currently Active Users Viewing This Thread: 1 (0 members and 1 guests) | |
| Thread Tools | |
| Display Modes | |
|
|









 Linear Mode
Linear Mode

